O objetivo deste trabalho foi avaliar o comportamento dinâmico do Inversor de Frequência Siemens. Esta avaliação foi realizada após o trabalho em laboratório conduzido pela ELO e a subsequente instalação do inversor de frequência Siemens no compressor da Atlas-Copco, localizado na empresa Cabot (Mauá).
Nossa solução
Foi conduzida uma inspeção técnica no inversor de frequência Siemens, durante a qual não foram detectadas irregularidades em seu funcionamento. As medições realizadas na entrada de alimentação dos dois blocos de potência revelaram uma distribuição equilibrada de tensão e corrente dentro do intervalo operacional especificado para o equipamento.
Além disso, as medições individuais e simultâneas na saída do inversor de frequência mostraram um equilíbrio satisfatório entre correntes e tensões, sem nenhuma anomalia detectada no drive. A parametrização foi avaliada e estava de acordo com as especificações da Atlas-Copco.
O rendimento do inversor de frequência foi verificado, alcançando uma taxa superior a 97%. Durante todo o processo de inspeção, o equipamento não apresentou alarmes ou falhas internas. Testes funcionais dinâmicos foram realizados, sem que qualquer irregularidade fosse observada.
Por fim, testes com carga foram conduzidos por aproximadamente 3 horas sem que fossem registradas quaisquer falhas no drive.
Instalação
Avaliamos o comportamento dinâmico do Inversor de Frequência Siemens após o trabalho em laboratório realizado pela ELO e a subsequente instalação do inversor de frequência Siemens no compressor da Atlas-Copco, localizado na empresa Cabot (Mauá).
Os resultados
Durante os trabalhos, realizamos uma inspeção detalhada e medições no inversor de frequência Siemens, além de acompanhar o compressor Atlas Copco em operação por aproximadamente 4 horas.
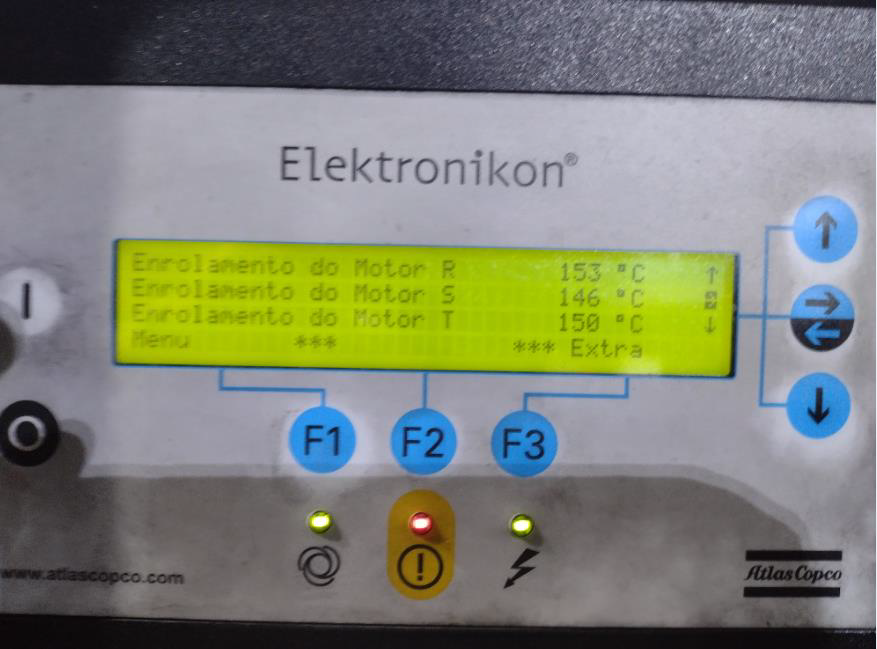
Durante o teste, identificamos falhas de sobretemperatura no motor do compressor Atlas Copco. Essa proteção era monitorada e acionada pela IHM do compressor ZH400 VSD. É importante ressaltar que o inversor de frequência não apresentou nenhuma irregularidade durante os testes realizados no compressor Atlas.
Observamos que a temperatura ambiente onde o motor estava instalado atingiu aproximadamente 60°C, o que afetou negativamente o rendimento do motor e elevou a temperatura dos enrolamentos internos. A temperatura máxima aceitável para esta aplicação era de 50°C. Após as devidas manutenções, as temperaturas se estabilizaram e mantiveram dentro do valor esperado.
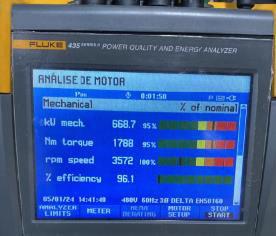
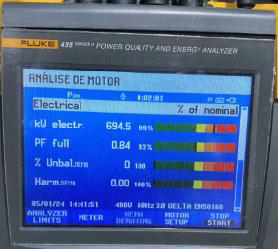
Avaliação de rendimento e confiabilidade do motor na aplicação. Segue abaixo as informações do monitoramento realizado.
Recomendações Técnicas
Solicitamos ao cliente a diminuição da temperatura ambiente onde o compressor está instalado.
Verificamos com a engenharia da Atlas Copco a questão do dimensionamento do motor para esta aplicação operar em modo continuo.
Melhoramos a troca térmica dentro do compartimento onde está instalado o motor e essa ação tem como objetivo melhorar o rendimento do motor.
Verificamos com a Atlas Copco a possibilidade do compressor operar na condição de redução de velocidade quando a temperatura ultrapassar um determinado nível de temperatura interna dos enrolamento, função está que estava em operação quando tinha o KPY instalado internamente no motor anterior. A referência e medição da temperatura interna do motor é feita atualmente através do PT1000 que está conectado diretamente no sistema de controle do compressor.